東南科儀
把原裝進口的儀器介紹到中國, 將專業(yè)化的服務(wù)提供給用戶
 服務(wù)熱線:020-66618088
服務(wù)熱線:020-66618088
把原裝進口的儀器介紹到中國, 將專業(yè)化的服務(wù)提供給用戶
服務(wù)熱線:020-66618088
 更新時間:2020-09-02
更新時間:2020-09-02 點擊次數(shù):1630
點擊次數(shù):1630
1 簡介
在放大生產(chǎn)過程時,小規(guī)模試驗研究是十分重要的。一般來說,小規(guī)模試驗的量不應(yīng)小于工廠每次生產(chǎn)量的1/10,否則所做小規(guī)模試驗研究可能是沒有意義,或會產(chǎn)生誤導(dǎo)。其原因是,當(dāng)每次生產(chǎn)量改變很大時,要保持重要過程參數(shù)(包括與機械功相關(guān)的變量、時間和溫度等)恒定是很困難的。這些因素相互影響,使工藝放大復(fù)雜化。
多數(shù)非牛頓型流體產(chǎn)品的物理性質(zhì)不僅與添加于配方中每個組分的質(zhì)與量有關(guān),而且亦強烈地受過程變量影響,包括添加次序、使用混合設(shè)備、乳化溫度和每批生產(chǎn)量等。
在工藝放大過程中遇到的很多“意外”,都是可以預(yù)測的,如果小試時能多注意一些細節(jié),做一些簡單的實驗,收集一些數(shù)據(jù),對以后的工藝放大會有很大幫助。
那么如何用科學(xué)實驗設(shè)備輔助工藝放大過程呢?本文將介紹如何使用多重光散射技術(shù)選擇合適的分散條件。
2使用Turbiscan控制生產(chǎn)放大過程
2.1評價均勻性
均勻性是物質(zhì)的一種或幾種特性具有相同組分或相同結(jié)構(gòu)的狀態(tài)。從理論上講,如果物質(zhì)各部分之間的特性量值沒有差異的話,那么該物質(zhì)就這一給定的特性而言是*均勻的。然而,對于分散體系均勻性而言,由于是多相不均勻體系,兩相之間存在密度差,或者粒子之間存在相互作用力,均勻性會隨著時間發(fā)生變化。
均勻性是樣品放大過程中非常重要的因素,不均勻的料體生產(chǎn)出的產(chǎn)品,會出現(xiàn)復(fù)雜的不穩(wěn)定現(xiàn)象,使得后續(xù)的數(shù)據(jù)分析和優(yōu)化分散過程造成困難。
在生產(chǎn)過程中,在每一步混合步驟中,都可以利用Turbiscan多重光散射儀在20s的時間內(nèi)評價樣品分散的均勻性。下圖為同一個樣品在不同攪拌時間的Turbiscan數(shù)據(jù)。
紅色曲線是攪拌不夠充分時取出的樣品,掃描線呈現(xiàn)凹凸不平的波動,均勻性差。綠色曲線代表的樣品是充分攪拌后,曲線比較平滑,意味著均勻性較好。
由于Turbiscan一次掃描的時間僅需要20s,所以,可以在產(chǎn)品制備的過程中多次取樣,對整個分散過程的均勻度進行監(jiān)控。
2.2均勻性指數(shù)計算方法
利用Turbiscan直接測量樣品整體掃描曲線,將樣品中部區(qū)域數(shù)據(jù)點取出,進行標(biāo)準(zhǔn)偏差的計算(可借助excel中stdev公式)。標(biāo)準(zhǔn)偏差計算公式:
σ趨近于0: 均勻性好;σ趨近于1: 均勻性差。
2.3 監(jiān)測分散過程
2.3.1Turbiscan Disepersion Tools (TDT)
通過Turbiscan Disepersion Tools配件,配合點模式測量方法,可以把Turbiscan的樣品池模擬成反應(yīng)器,研究分散體系的分散過程。
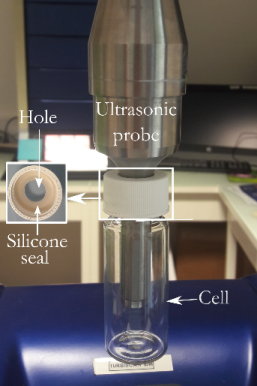
TurbiscanTDT配件
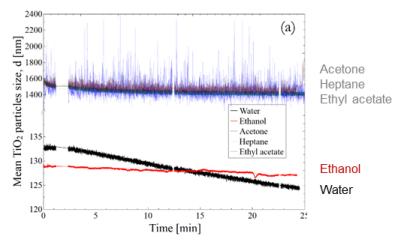
Turbiscan粒徑隨時間變化曲線
上圖為初級粒徑為25nm的TiO2顆粒平均粒徑隨超聲時間的變化過程,可以看到TiO2顆粒在不同的溶劑中分散過程是不同的,在水中隨著超聲時間增加,粒徑降低過程較明顯,其次為乙醇;在丙酮、庚烷、乙酸乙酯等溶劑中分散效果較差。
2.3.2 Turbiscan Loop (TLo)
通過Turbiscan Loop配件,配合點模式測量方法,可以把Turbiscan與生產(chǎn)設(shè)備串聯(lián),研究分散體系的實際分散過程。
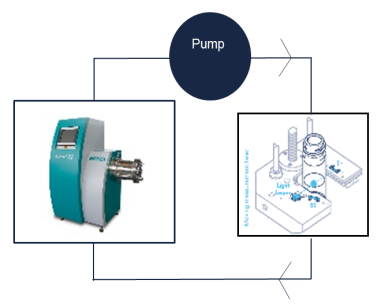
TurbiscanTlo示意圖
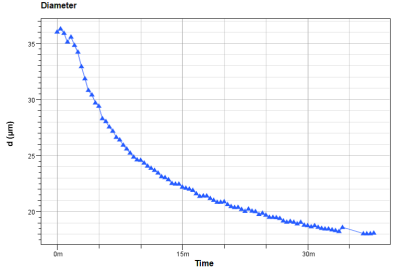
平均粒徑隨時間變化曲線
上圖為13wt%碳酸氫鈉乙醇懸浮液隨著研磨時間的粒徑變化過程(濕法研磨),可見隨著研磨時間的增加,顆粒尺寸逐漸降低。結(jié)論:Turbiscan多重光散射儀可以評價分散過程中樣品的分散均勻性,為生產(chǎn)放大過程保駕護航。Turbiscan搭配 TDT和TLo工具拓展了Turbiscan的應(yīng)用范圍,不僅可用于分析化學(xué)反應(yīng)過程和超分子自組裝過程,還可用于監(jiān)測實際的分散過程。
Copyright © 2025 東南科儀版權(quán)所有 備案號:粵ICP備07011256號
技術(shù)支持:化工儀器網(wǎng) 管理登錄 sitemap.xml

 當(dāng)前位置:
當(dāng)前位置:



